


























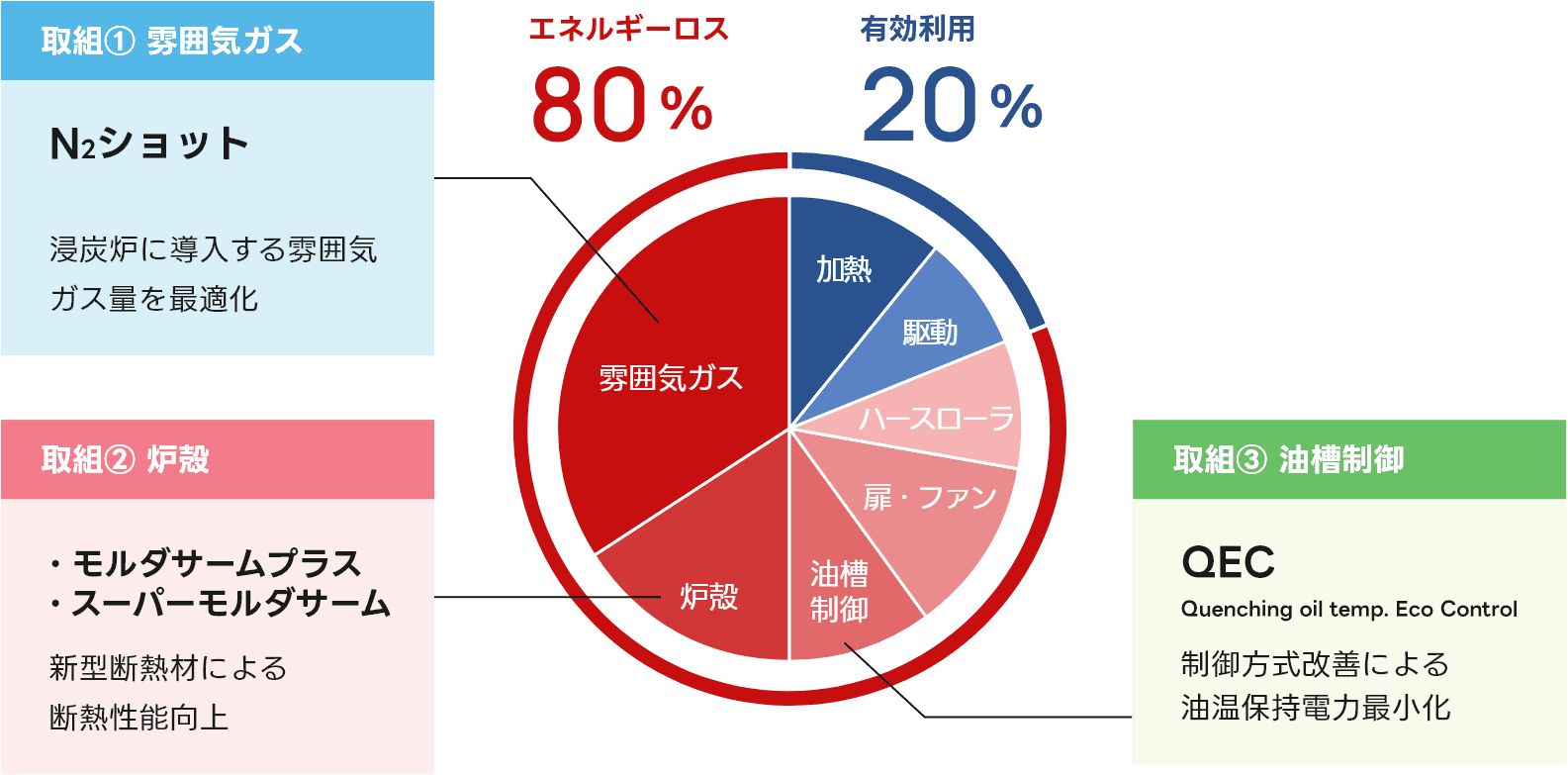
工場で消費される全エネルギーのうち、約2割を熱処理装置が占めると言われています。多くのエネルギーを消費する熱処理装置において、製品の熱処理に直接有効利用されているエネルギーは約20%。それ以外の80%はエネルギーロスとなっています。
当社はこのエネルギーロスの半減に取り組み、カーボンニュートラルに貢献して参ります。
浸炭焼入炉における取組
エネルギーロスを半減し貴社の省エネ・CO2削減に貢献します
-
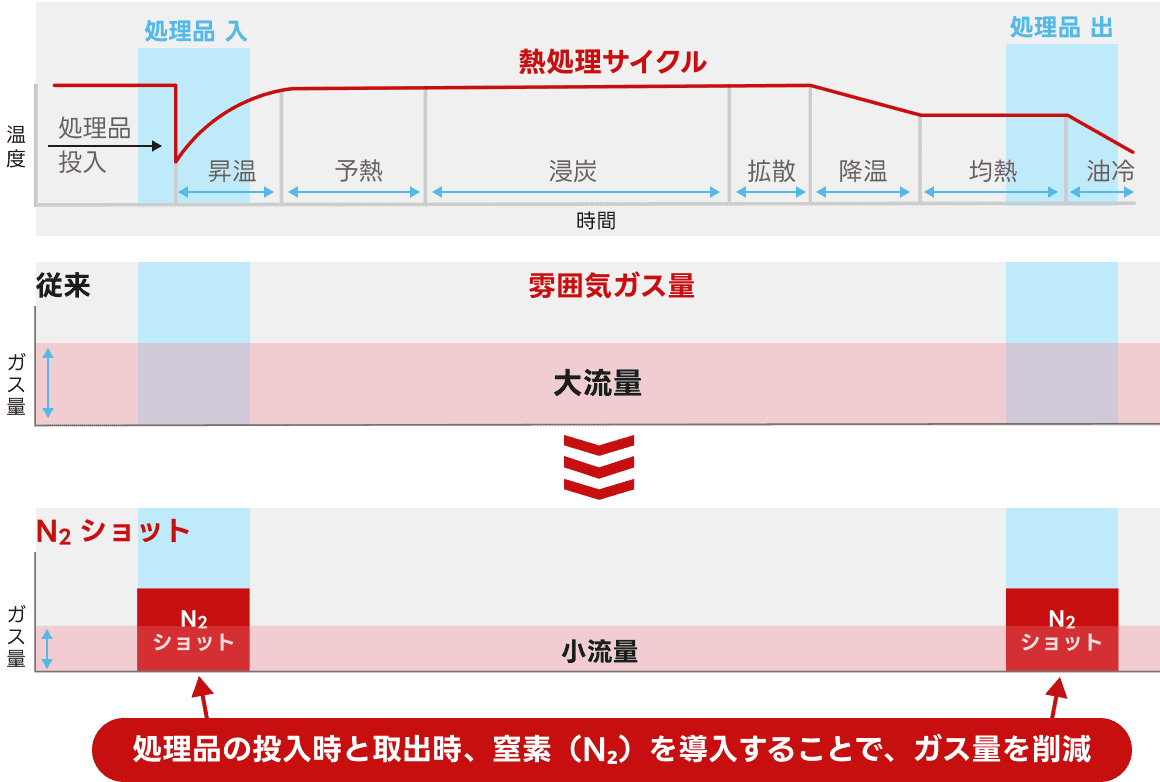
取組①N2ショット
- 処理品の投入時と取出時に、窒素(N2)を導入することで、浸炭焼入炉に導入する雰囲気ガスを最適化
効果
浸炭品質を維持しつつ雰囲気ガス量を削減
33 %
-
1処理あたりの導入ガス量
-
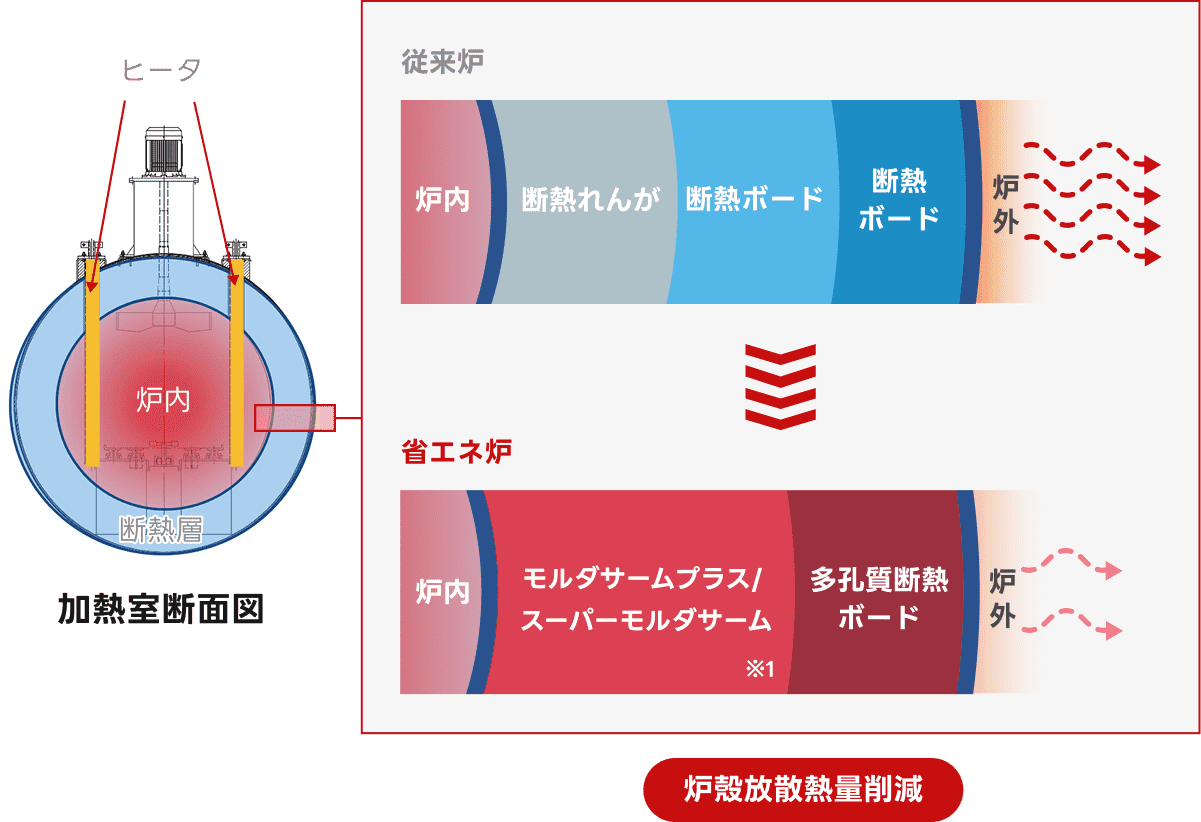
取組② モルダサームプラス
スーパーモルダサーム- 内層の断熱材をれんがから、当社独自の新型断熱材 モルダサームプラス 及び スーパーモルダサームに変更(※1)
効果
炉殻の
放散熱量が減少し
加熱室電力を削減モルダサームプラス
21 %
※2スーパーモルダサーム
22 %
※2処理条件や費用対効果を考慮の上、
最適な断熱材をご提案します。炉内温度: 950℃時(参考値)
-
-
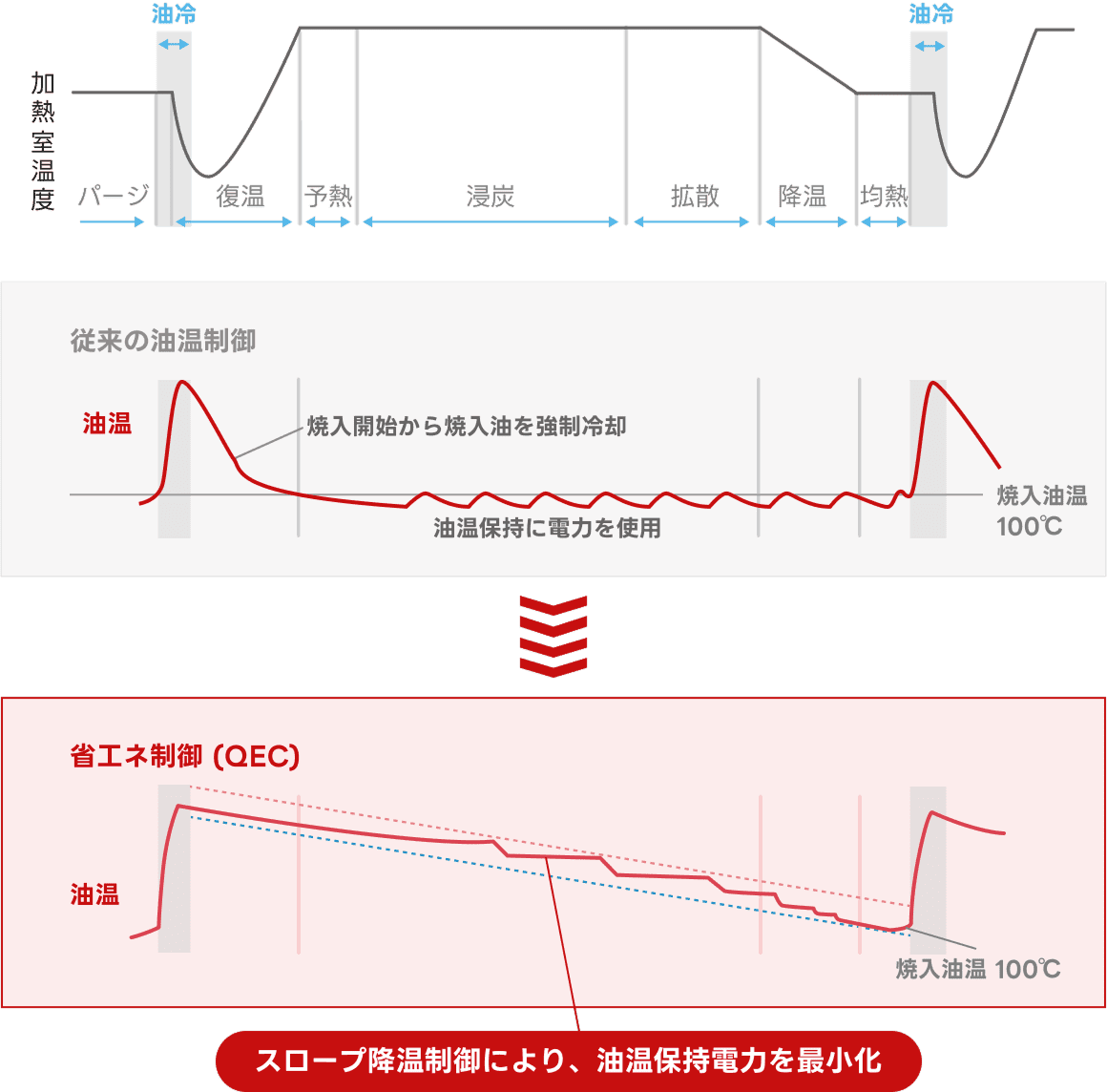
取組③ QEC
(Quenching oil temp. Eco Control)- 油槽における焼入油の温度制御を見直し、消費電力を削減
効果
油槽保持電力を最少化し油槽電力を削減
52 %
-
新規・改造のお見積いたしますので、左下の「お問い合わせフォーム」よりお問い合わせください。